- 產品中心
-
全自動過濾器

立式自清洗過濾器
直角式自清洗過濾器
多柱式自清洗過濾器
刮刀自清洗過濾器
列管式自動反沖洗過濾器
模塊式過濾系統(tǒng)
楔形絲網(wǎng)濾芯
查看更多>
-
多介質過濾器
淺層砂過濾器
多介質過濾器
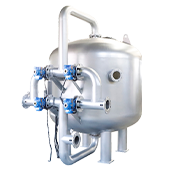
石英砂過濾器
活性炭過濾器
纖維球過濾器
大流量濾芯
水濾芯配件
查看更多>
-
超精密過濾器

雙聯(lián)微孔精密過濾器
微孔精密過濾機
全自動燭式過濾器
板式過濾機
胺液三級過濾系統(tǒng)
大流量保安過濾器
金屬粉末濾芯
查看更多>
-
超濾反滲透設備

超濾設備
反滲透裝置
海水淡化設備
一體化凈水處理設備
軟化水設備
自動加藥裝置
反滲透膜
查看更多>
-
自潔式空氣過濾器
自潔式空氣過濾器
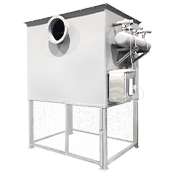
濾筒除塵器
空氣過濾器
箱式空氣過濾器
空氣濾筒
查看更多>
-
脈沖式除塵設備

長袋離線脈沖除塵器
氣箱式脈沖袋式除塵器
單機脈沖袋式除塵器
旋風分離器
折疊長濾筒
查看更多>
-
油品凈化設備
航煤聚結分離器
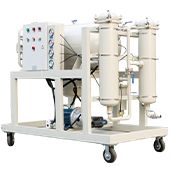
聚結濾油機
真空濾油機
聚結分離天然氣濾芯
液壓過濾器濾芯
制冷過濾器濾芯
查看更多>
-
裂解設備

半連續(xù)式煉油設備
連續(xù)式裂解設備
間歇式煉油設備
煙氣脫硫系統(tǒng)
炭黑收集系統(tǒng)
查看更多>
-













